
管道焊缝返修时,所有现场组焊设备的对接焊缝应按设计要求进行无损检测,执行JB/T4730.1-2000压力容器无损检测》标准,经无损检测发现的不合格焊缝必须进行返修,焊缝返修后,按原要求重新进行无损检测,缺陷的清除采用磨光机打磨或碳弧气刨的方法,用碳弧气刨时,要彻底清除应修磨成补焊的形状,并经着色检验确认缺陷被清除后方可补焊。
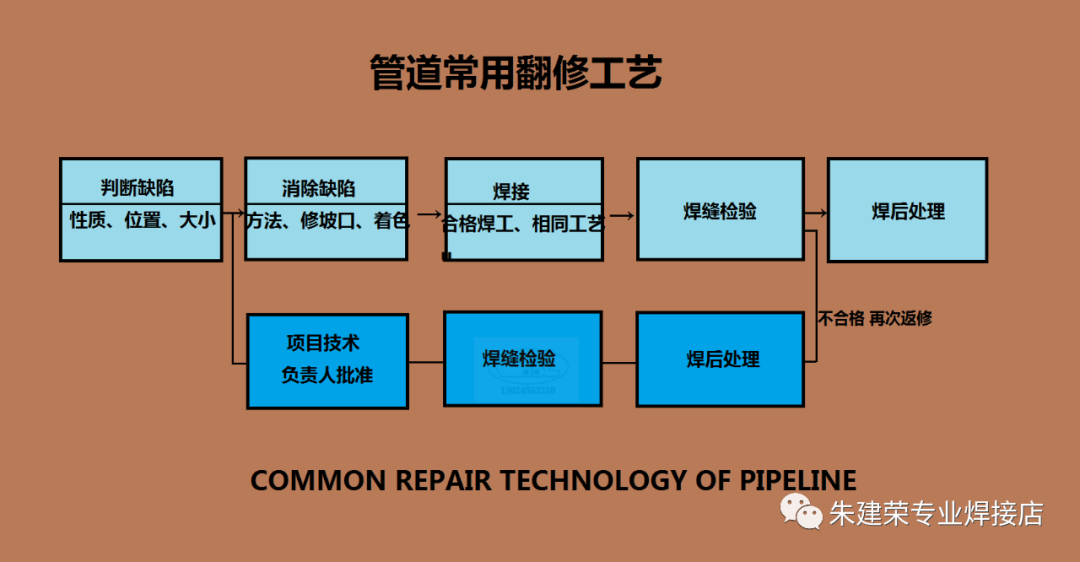
焊缝返修程序如图所示。

焊缝运修应符合下列规定
①焊道中出现的非裂纹性缺陷可直接返修,若返修工艺不同于原始焊道的焊接工艺,或返修是在原来的返修位置进行时,必须使用评定合格的返修焊接工艺规程。
②当裂纹长度小于焊缝长度的8%时,应使用评定合格的返修焊接规程进行返修。当放长度大于8%时,所有带裂纹的焊缝必须从管线上切除。
③不合格焊缝同一部位返修次数,碳钢管道不得超过两次,其余钢种管道不得超过两次,根部只允许返修一次,否则应将该焊缝切除。返修后,按原标准检测。