
风机数据及问题:风机传动侧轴承位磨损,风机型号L3N2106.04.05SBL6T,总重量约8吨,风机轴碳环密封,包含甩油环;风机轴承为FAG22240MB.C3,轴承位φ200mm,挠性联轴器,叶轮有效直径2190MM,设备由1590kw三相异步电机驱动,转速1450r/min,该风机轴承位因为是稀油飞溅式润滑且轴承座无水循环降温,受悬浮焙烧炉内高温影响,轴承位温度要大于80°C。
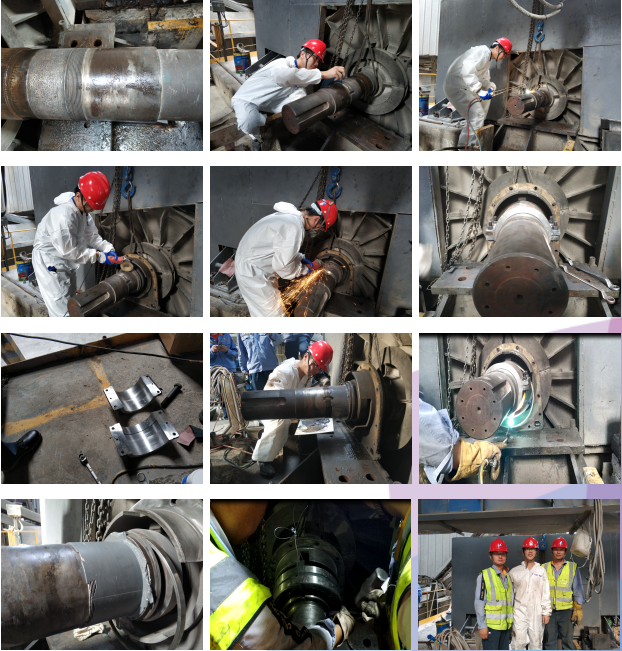
现场修复风机轴磨损步骤
1. 表面烤油:使用乙炔氧气进行烤油;
2. 表面打磨:使用磨光机将表面打磨粗糙、干净,提高材料的粘结力;
3. 表面清洗:用无水乙醇清洗修复表面、清洗工装内表面;
4. 轴上螺纹位置、工装内表面刷索雷SD7000脱模剂;
5. 计算索雷碳纳米聚合物材料的用量,并根据计算结果按比例调和材料;
6. 将调和好的材料均匀涂抹至轴承位的表面,然后把工装安装到位;
7. 加热固化;
8. 材料固化完成后,准备加热轴承和拆卸工装工作,二者同时进行。工装拆卸完毕后对表面做简单处理,核实修复尺寸,去除表面挤出来的多余材料。同时轴承加热至指定温度,快速安装到位,修复完毕。
