
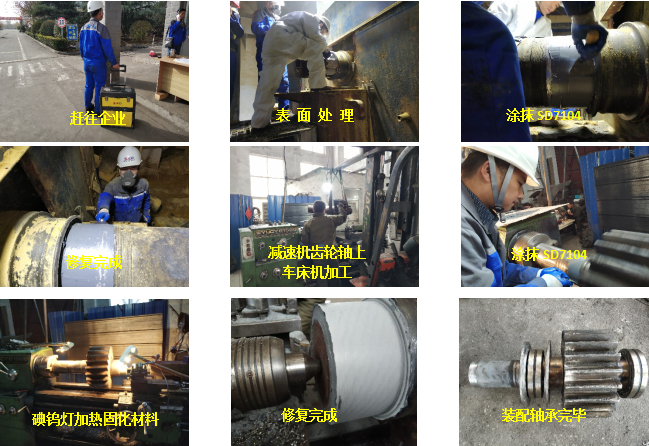
某企业有一台蛋白管束干燥机支撑侧主轴磨损,轴径340,磨损深度2-3mm;并且该干燥机下部的减速机齿轮传动轴的两个轴承位磨损,轴径140,磨损1-2mm,除此之外,跟联轴器连接的部分也磨损了,达不到过盈量。接下来让我们看一下我们的工程师是如何分别对这两处磨损的地方进行修复的。
管束干燥机主轴轴承位磨损修复过程
1. 表面烤油:使用乙炔氧气进行烤油处理;
2. 表面打磨:使用磨光机将表面打磨粗糙、干净,提高材料的粘结力;
3. 计算SD7104材料的用量,并根据计算结果调和材料;
4. 将调和好的材料均匀涂抹至轴承位的表面,沿基准面刮研,然后碘钨灯加热两个小时加速固化以提高材料性能。
5. 固化完成后,进行装配;
6. 装配完毕,加热轴头,加速固化,固化后即可开机。
管束干燥机下部减速机驱动齿轮轴轴承位磨损修复过程
1. 表面烤油:使用氧气乙炔将轴承位表面油污烤干净,直至无火花四溅,表面干燥;
2. 将轴放在机床上固定好,保持低转速状态下将轴承位表面粗车一刀,表面越粗糙越好,必要时在轴承位表面车出螺纹状;
3. 根据轴承位的单边磨损量计算材料的用量,按照比例调和SD7104材料,调和均匀无色差,然后将调和好的材料涂抹于轴承位的表面;
4. 材料固化:将机床转速调至最低,保证轴在旋转状态下固化,材料固化时建议使用碘钨灯加热;
5. 材料在加热状态下固化3小时后,满足机加工条件,进行精加工,达到要求的尺寸;
6. 机加工修复完成后,热装轴承。
