
从大致上轴承常用材料可以分为金属材料、多孔质金属材料和非金属材料三大类型,而我们日常生活中最为常见的就是金属材料—轴承钢。那有关轴承材料都有哪些呢?中华轴承网根据对轴承材料的了解,分享相关内容,并提供轴承材料常见缺陷以及相应的原因所在,希望对大家有所帮助。
轴承常用材料有:
1、 金属材料
轴承合金、青铜、铝基合金、锌基合金等都被成为金属材料。其中,轴承合金又称白合金,主要是铅、锡、锑或其它金属的合金,它可以在重载、高速等情况下,强度较小。其原因是因为它的特点,耐磨型好、塑性高、饱和性能好、导热性好和抗胶合性好及与油的吸附性好。但是,由于它的价格较贵,所以,在使用时,必须浇筑在青铜、钢带或铸铁的轴瓦上,形成较薄的涂层。
(1)轴承合金(通称巴氏合金或白合金)
轴承合金是锡、铅、锑、铜的合金,它以锡或铅作基体,其内含有锑锡(Sb-Sn)、铜锡(Cu-Sn)的硬晶粒。硬晶粒起抗磨作用,软基体则增加材料的塑性。轴承合金的弹性模量和弹性极限都很低,在所有轴承材料中,它的嵌入性及摩擦顺应性最好,很容易和轴颈磨合,也不易与轴颈发生咬粘。但轴承合金的强度很很低,不能单独制作轴瓦,只能贴附在青铜、钢或铸铁轴瓦上作轴承衬。轴承合金适用于重载、中高速场合,价格较贵。
(2)铜合金
铜合金具有较高的强度,较好的减摩性和耐磨性。青铜的性能比黄铜好,是最常用的材料。青铜有锡青铜、铅青铜和铝青铜等几种,其中锡青铜的减摩性最好,应用较广。但锡青铜比轴承合金硬度高,磨合性及嵌入性差,适用于重载及中速场合。铅青铜抗粘附能力强,适用于高速、重载轴承。铝青铜的强度及硬度较高,抗粘附能力较差,适用于低速、重载轴承。
(3)铝基合金
铝基轴承合金有相当好的耐蚀性和较高的疲劳强度,摩擦性能亦较好。这些品质使铝基合金在部分领域取代了较贵的轴承合金和青铜。铝基合金可以制成单金属零件(如轴套、轴承等),也可制成双金属零件,双金属轴瓦以铝基合金为轴承衬,以钢作衬背。
(4)灰铸铁及耐磨铸铁
普通灰铁或加有镍、铬 、钛等合金成分的耐磨灰铸铁,或者球墨铸铁,都可以用作轴承材料。这类材料中的片状或球状石墨在材料表面上覆盖后,可以形成一层起润滑作用的石墨层,故具有一定的减摩性和耐磨性。此外,石墨能吸附碳氢化合物,有助于提高边界润滑性能,故采用灰铸铁作轴承材料时,应加润滑油。由于铸铁性脆、磨合性差,故只适用于轻载低速和不受冲击载荷的场合。
2、 非金属材料
非金属材料中应用最多的是各种塑料(聚合物材料),如酚醛树脂、尼龙、聚四氟乙烯等。聚合物的特性是:与许多化学物质不起反应,抗腐蚀能力特别强;具有一定的自润滑性,可以在无润滑条件下工作,在高温条件下具有一定的润滑能力;嵌入性好;减摩性及耐磨性都比较好。
选择聚合物作轴承材料时,必须注意下述一些问题:由于聚合物的热传导能力只有钢的百分之几,因此,必须考虑摩擦热的消散问题,它严格限制着聚合物轴承的工作转速及压力值。又因聚合物的线胀系数比钢大得多,因此,聚合物轴承与钢制轴颈的间隙应该比金属轴承的间隙大。此外,聚合物材料的强度和屈服极限较低,因而在装配和工作时能承受的载荷有限。又由于聚合物材料在常温条件下会出现蠕变现象,因而不宜用来制作间隙要求严格的轴承。
碳-石墨可作为不良环境中的轴承材料,其中石墨含量愈多,材料愈软,摩擦系数愈小。可在碳-石墨材料中加入金属、聚四氟乙烯或二硫化钼组分,也可以浸渍液体润滑剂。碳-石墨轴承具有自润性,它的自润性和减摩性取决于吸附的水蒸气量。碳-石墨和含有碳氢化合物的润滑剂有亲和力,加入润滑剂有助于提高其边界润滑性能。此外,它还可以作水润滑的轴承材料。
橡胶主要用于以水作润滑剂且环境较脏污之处。
木材具有多孔质结构,可用填充剂来改善其性能。填充聚合物能提高木材的尺寸稳定性和减少吸湿量,并提高强度。采用木材制成的轴承,可在灰尘极多的条件下工作。
3、 多孔质金属材料
这是用不同金属粉末经压制、烧结而成的轴承材料。这种材料是多孔结构的,孔隙约占体积的10%~35%。使用前先把轴瓦在热油中浸渍数小时,使孔隙中充满润滑油,因而通常把这种材料制成的轴承叫含油轴承。它具有自润滑性。工作时,由于轴颈转动的抽吸作用及轴承发热时油的膨胀作用,油便进入摩擦表面间起润滑作用;不工作时,因毛细管作用,油便被吸回到轴承内部,故在相当长时间内,即使不加润滑油仍能很好地工作。如果定期给以供油,则使用效果更佳。但由于其韧性较小,故宜用于平稳无冲击载荷及中低速度情况。常用的有多孔铁和多孔质青铜。多孔铁常用来制作磨粉机轴套、机床油泵衬套、内燃机凸轮轴衬套等。多孔质青铜常用来制作电唱机、电风扇、纺织机械及汽车发电机的轴承。我国已有专门制造含油轴承的工厂,需要时可根据设计手册选用。
粉末冶金材料是多孔质金属是一种粉末材料,它具有多孔组织,若将其浸在润滑油中,使微孔中充满润滑油,变成了含油轴承,具有自润滑性能。多孔质金属材料的韧性小,只适应于平稳的无冲击载荷及中、小速度情况下。
轴承材料缺陷检验及产生原因:
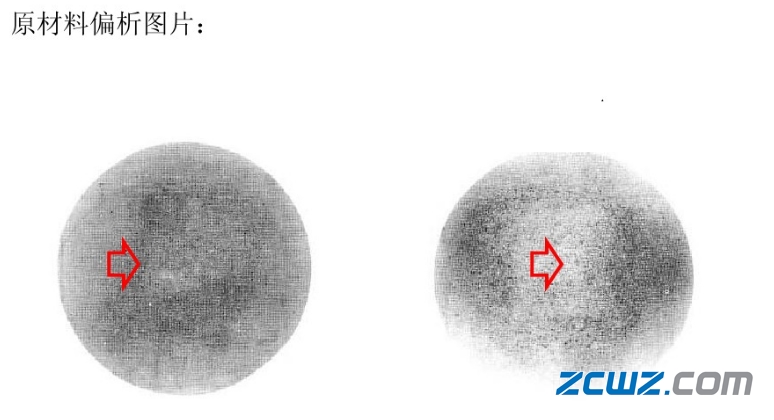
1、偏析:

检查方法:热酸洗,50%的工业盐酸水溶液、酸洗温度65~ 80°C,酸洗时间为30~40分钟,然后取出试样用碱水中和并用80°C热清水冲洗。在横截面上,用肉眼或放大镜观察。
评定标准: GB/T18254 - 2002中第3级别图或美国标准ASTM E381的规定;
产生原因:钢锭冷凝过程中,由于钢种合金元素和杂质元素的扩散速度不一致而形成的成份不均的现象。
2、疏松:

检查方法:热酸洗,50% 的工业盐酸水溶液、酸洗温度65~ 80°C,酸洗时间为30~40分钟,然后取出试样用碱水中和并用80°C热清水冲洗。在横截面,上,用肉眼或放大镜观察。
评定标准: GB/T18254 一2002中第1, 2级别图或美国标准ASTME381的规定;
产生原因:钢锭在冷凝过程中,由于体积的收缩而引起的细小孔隙。与钢锭冷凝速度有很大的关系。根据孔隙的分布分为- -般疏松和中心疏松两类。
3、碳化物不均匀性:

检查方法:淬火试样,经金相磨抛之后,用4%硝酸酒精进行深腐蚀。碳化物液析在纵向试样100倍放大后观察;碳化物带状在纵向试样100倍和500倍结合观察,根据碳化物聚集程度、大小和形状评定;碳化物网状在横向试样放大500后观察。
评定标准: GB/T1 8254一2002中碳化物液析根据第9级别图,碳化物带状根据第8级别图,碳化物网状根据7级别图或参照德国标准DIN,SEP1520的规定;
产生原因:碳化物液析,钢锭结晶过程中,由于冷速慢,碳的枝晶偏析严重形成的一次碳化物。在以后的冷热加工中难以改变;碳化物带状,本质上与碳化物液析一样,这种一次碳化物晶锻造、轧制而被破碎成小块并沿轧制方向成条带状分布;碳化物网状,钢材在锻造或轧制冷却过程,冷却速度太慢,导致碳化物沿晶界析出成网状分布。
4、非金属夹杂物:

检查方法:试样经淬火,并经磨抛之后,注意抛光面应与轧制方向一致,在放大100下观察。
评定标准: GB/T18254一2002中第4级别图进行评定,也可根据ASTM E45的规定进行评定。
产生原因:钢在冶炼、浇铸过程中,由于钢液内各成份间、钢液和炉气、容器接触引起的化学反应而形成的产物,以及钢液在冷凝过程由于温度下降、溶解度减小析出的非金属产物。根据夹杂物的种类,可分为:A型(硫化物)、B型(氧化铝)、C型(硅酸盐)、D型(点状不变形)以及Ds类(大颗粒夹杂物(直径大于13μm的夹杂)。